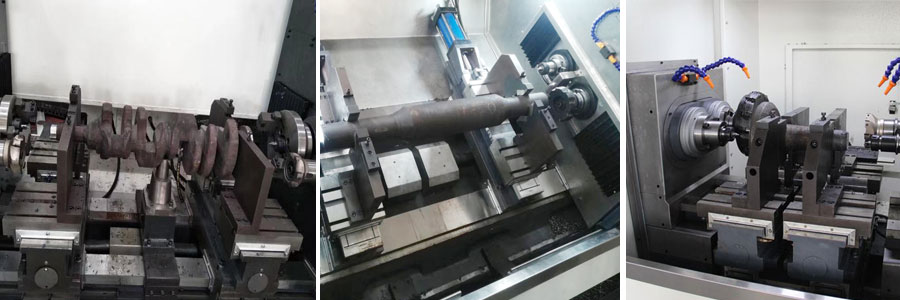
铣打机加工不同工件的案例
很多用户用
数控铣打机加工汽车零部件轴类工件的两端面及打中心孔,或者还有攻丝、镗孔、倒角、等这些工艺时,会遇到振动震刀问题,造成工件表面有颤纹,返工率高生产效率就低、废品率高,接下来雷欧机床就告诉您几点,怎样减少双头铣打机振动震刀。
减少振动震刀的问题
1、在内孔镗削时,刀片刃形角越小越好。这样副主偏角很大,副刃口与被加工面的颤动接触区小,颤动很难转为振动。副切削刃挤屑的机会也小。
2、使用锋利的刀片来降数控铣打机的切削力。机夹刀片分为涂层与非涂层刀片,非涂层刀片通常比涂层刀片要锋利,因为刀片如果要涂层,就要进行刃口的钝化处理(ER处理)。因为锋利的刃口将影响涂层在刃口部位的粘结强度。
3、外圆车刀车削细长轴,还是细长刀杆的键刀幢孔,总是90°,主偏角的刀具产生的径向切削力小。同时刀片刃口产生的轴向力大。
以上是雷欧机床对
铣端面打中心孔机床分析的减少振动震刀的问题。针对轴类工件,为后道工序提供基准,提高加工效率。了解更多机械小知识,关注我们吧,微信同手机号:13863231017,我们期待您的咨询,衷心为您报务。
查看更多产品请点击下面图片链接:

打中心孔机床在用户车间
更多相关技术文章可点击查看:


